



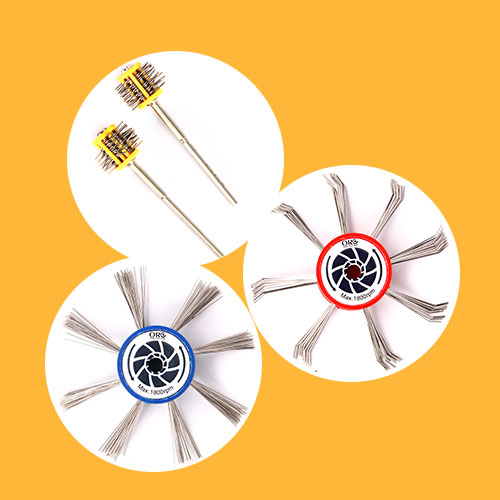

最適なラジアルブラシディスクの色と粒度の選び方
間違った色のラジアルブラシディスクを選ぶと、時間を無駄にし、高価な精密宝飾品を台無しにします。このガイドはその問題を即座に解決します。シンプルな3ステップの決定方法を使って、正確なツールを選ぶお手伝いをします。加工段階、材料の硬さ、ワークの形状に基づいた選び方を学びましょう。
ステップ1:作業段階に基づいて粒度範囲を選択する
全体像から始めましょう。今、何を達成しようとしていますか?

-
強力なクリーニングとバリ取り: 材料を切削する必要がありますか?粗い粒度を選択してください。グリーン(50#) または イエロー(80#) のディスクを手に取ってください。深い錆の除去に優れています。頑固な溶接スケールや大きな鋳造バリも簡単に除去します。
-
表面の平滑化とキズ取り: 仕上げの段階です。中程度の粒度を選択してください。ホワイト(120#) または レッドブラウン(220#) を使用します。これらのディスクは、ヤスリ跡や深いサンドペーパーの線を除去します。高研磨のための表面を完璧に準備します。
-
予備研磨と最終的な鏡面仕上げ: フィニッシュラインの準備はできましたか?細かい粒度を選んでください。ブルー(400#)、パミスピンク、または 1マイクロンのライトグリーン を使用します。これらは細部を完全に保護します。欠陥のない、高光沢の鏡面仕上げを直接作り出します。
ステップ2:材料の硬さに合わせて色を選ぶ
材料の硬さは厳しい制限として働きます。ワークを傷つけないために何を避けるべきかを正確に教えてくれます。

軟質および貴金属の場合
これには、金、銀、白金、銅が含まれます。
-
選び方: 標準的な仕上げには グリーン(50#)とイエロー(80#)のディスクを避けてください。深い傷が残ります。唯一の例外は、非常に粗い鋳造バリを取り除く場合です。宝飾品の標準的な仕上げや細かいキズ取りには、レッドブラウン(220#) から始めるか、繊細なクリーニングには ブルー(400#) に直接進んでください。完璧な鏡面仕上げには ライトグリーン(1マイクロン) で仕上げます。
硬質金属および工業材料の場合
ステンレス鋼、チタン合金、ダイス鋼などを考えてください。
-
選び方: 粗い粒度から始める必要があります。グリーン(50#) または イエロー(80#) を使用して、ベースの仕上げを確立します。より細かい粒度では必要な切削能力が不足しています。この段階で細かい粒度を無理に使用すると、ブリストルが溶けて消耗品を無駄にするだけです。
精密医療、歯科、アクリルプラスチックの場合
熱による変形と表面の溶融は、ここでの絶対的な敵です。
-
選び方: 粗い粒度は避けてください。安全な中〜細かい粒度から直接始めてください。レッドブラウン(220#) または ブルー(400#) が最適です。これにより、摩擦による熱の蓄積を最小限に抑え、溶けたプラスチック表面を防ぎ、薄肉の歯科用または医療用ワークの反りを防ぎます。
ステップ3:形状と詳細を考慮する
ワークの形状によって、ブリストルが表面とどのように相互作用するかが決まります。

複雑なパターンと細かい隙間
詳細な宝飾品のレリーフ、フィリグリー、複雑な歯科補綴物をお持ちですか? 400#以上 の細かい粒度を選んでください。これらのディスクは、特殊な樹脂配合により、卓越した柔軟性を備えています。ブリストルは小さな柔軟な触手のように機能し、複雑な輪郭に密着し、鋭く繊細なエッジを丸めることなく死角の奥深くまで到達します。
平面および広い面積の表面
広い面積を素早くならしたり平坦にしたりする必要がありますか? 120#~220# のような中〜粗い粒度を選択してください。そのブリストルは比較的硬いです。単一のマンドレルに同じ色のディスクを複数枚重ねて、最大の速度と均一性で広い表面積を素早くならします。
究極の選択早見表
この表を日常的な参照として使用してください。色、粒度、お客様の具体的な用途を一致させます。
| 色 | 粒度 | 最適な用途 | 代替品 |
|---|---|---|---|
| グリーン | 50# | ステンレス鋼の強力なバリ取り; 溶接ビードの強力な清掃 | 粗いヤスリ / ワイヤーブラシ |
| イエロー | 80# | 大きな鋳造バリの除去; 深い錆やスケールの除去 | 粗いサンドペーパー / 研削ヘッド |
| ホワイト | 120# | 中程度のキズの除去; 工業用表面の予備平滑化 | 中目のサンドペーパー |
| レッドブラウン | 220# | 貴金属から焼きスケールを除去; ヤスリ跡の除去 | 細かいサンドペーパー / 細かいヤスリ |
| ブルー | 400# | 複雑な宝飾品のパターンや細部の清掃; 予備研磨のための表面準備 | ナイロン研磨ホイール / 中目のスクランジ |
| ピンク | パミス | 形状を変えずに鏡面仕上げを行うための半仕上げと前処理 | 中〜細かい研磨コンパウンド |
| ライトグリーン | 1マイクロン | 最終段階: キズのない高光沢の鏡面仕上げを直接実現 | 研磨ペースト / 綿のバフ |
最高の結果を得るための黄金律
適切なラジアル研磨ホイールを選択することは、戦いの半分に過ぎません。精密な技術により、ツールの最大寿命と安全性が保証されます。
-
方向性が重要: これらのディスクは厳密に方向性があります。各ディスクに押印された方向矢印を常に確認してください。ブリストルは、機械の回転方向の後ろを掃引するようにトレーリングしなければなりません。逆に取り付けると、ブリストルが金属に突き刺さり、すぐに折れてディスクが破損します。
-
軽い圧力のみ: 強く押さないでください。ラジアルブラシディスクは、力ずくではなく、高速遠心力に依存しています。強い圧力は材料除去を促進せず、過度の摩擦を生み出し、ブリストルを溶かし、ワークに黒い跡を残すだけです。ブリストルの先端に作業をさせてください。
-
スタッキングによる制御: 単一のディスクを使用しないでください。同じマンドレルに まったく同じ色のディスクを3~4枚 常に重ねてください。これにより、接触表面積が大幅に増加し、曲がりを防ぎ、均一で非常に効率的な仕上げが保証されます。
-
回転数(RPM)に注意: 安全性と最適な結果を得るために速度を制御してください。マイクロディスク(1インチ未満)の絶対最大制限は30,000 RPMですが、精密宝飾品、歯科用合金、プラスチックに最適な作業速度は5,000~15,000 RPMです。RPMを下げると、熱の蓄積を防ぎ、ブリストルの寿命を延ばし、繊細な細部をはるかに細かく制御できます。
結論
コアとなる要約を復習します。加工段階によって、粒度の開始点が決まります。材料の硬さによって、粗さの限界が決まります。ワークの形状によって、ディスクの設定に必要な柔軟性が決まります。
お客様の特定の製造プロセスや宝飾品プロセスに適した色の組み合わせや重ね方の設定がまだわかりませんか? 今すぐ Orobrush の技術専門家にお問い合わせください。プレミアム産業用消耗品の専門サプライヤーおよびディストリビューターとして、当社はお客様の仕上げワークフローを効率化するために必要な正確な仕様の ラジアルブラシディスク の包括的な範囲を提供しています。